Internal threads look simple on a drawing. Pick the thread size, make the hole, cut the thread, and move on. In real production, the choice between tapping and thread milling affects much more than the thread itself. It affects cycle time, tool breakage risk, thread fit control, blind-hole safety, and sometimes whether an expensive part survives the job at all.
That is why this comparison matters. Tapping is often faster and more direct. Thread milling is usually slower, but it gives the shop more control. Neither method is better in every case. The right answer depends on the hole type, the material, the thread size, the production volume, and how much process risk the job can tolerate.
For many ordinary internal threads, tapping is still the practical choice. For blind holes, difficult materials, larger thread sizes, or expensive parts where failure is costly, thread milling often becomes the safer and more flexible option.
What Is the Difference Between Thread Milling and Tapping?
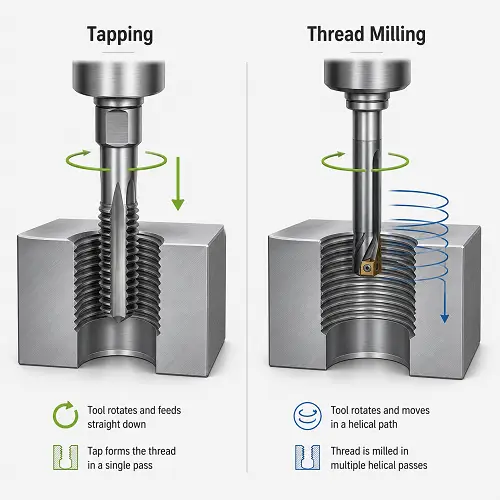
Tapping cuts the internal thread with a tap. The tap enters the hole, forms the full thread, and exits. For standard threads in common materials, the process is straightforward and efficient. One tap normally matches one thread size and thread form.
Thread milling cuts the thread with a milling tool moving along a helical path. Instead of forming the entire thread in one direct tool pass, the cutter gradually generates the thread profile as it moves through the programmed path. That makes the process more flexible, because one thread mill can often cut multiple diameters with the same pitch.
The practical difference is simple. Tapping is usually faster and simpler. Thread milling usually offers better control, better adjustability, and lower catastrophic risk when the job becomes more demanding.
When Tapping Is Usually the Better Choice
Tapping is usually the better choice when the thread is standard, the material is not especially difficult, and production speed matters. For many common internal threads in aluminum, mild steel, carbon steel, brass, and other ordinary materials, tapping remains the quickest and most economical option.
Tapping also makes sense when the thread size is fixed and there is no real need to fine-tune the thread after the first article. In those cases, the programming is simpler, the cycle is shorter, and the method is easy to repeat across a stable production run.
This is why tapping still dominates many ordinary jobs. If the hole is straightforward, the material is cooperative, and the process does not carry unusual risk, tapping is often the right answer.
When Thread Milling Makes More Sense
Thread milling makes more sense when the work is less forgiving. This usually means blind holes, harder materials, larger threads, expensive workpieces, or situations where the final thread size may need adjustment after inspection.
A thread mill removes material more gradually and gives the programmer more control over the thread path. That matters when bottom clearance is limited, when chip evacuation is less predictable, or when the workpiece is too valuable to risk with a more failure-sensitive process. Thread milling is also attractive when one tool needs to cover multiple thread diameters that share the same pitch.
This is the main reason shops choose thread milling on more demanding jobs. It may not be the fastest way to make a thread, but it is often the safer and more controllable one.
Thread Milling vs Tapping for Blind Holes
Blind holes are where the difference between the two methods becomes much more important.
A blind hole always has limited bottom space. Chips have fewer ways to escape. The tool cannot simply pass through the part and exit the back side. That makes tapping more sensitive, especially when the hole is deeper, smaller, or harder to evacuate cleanly.
Thread milling is often easier to trust in this situation because the cutter path can be controlled more precisely near the bottom of the hole. The process is less dependent on forcing a full-form tool into a confined space. When bottom clearance matters, thread milling usually gives the shop more room to manage the risk.
This does not mean tapping should never be used in blind holes. It means blind holes remove some of tapping’s natural simplicity and expose more of its weakness.
A common shop example is a blind hole in stainless steel with only a limited amount of clearance below the thread. On paper, tapping may still look possible. In production, the risk of chip packing and broken tooling rises quickly. In that type of job, thread milling often becomes the more practical choice even if the cycle time is longer.
Thread Milling vs Tapping in Hard Materials
The harder the material becomes, the more thread milling usually starts to make sense.
In stainless steel, tool steels, titanium, nickel alloys, and other difficult materials, tapping can become risky because torque rises, chip evacuation becomes harder, and a broken tap becomes more expensive to deal with. These are the jobs where speed is no longer the only meaningful comparison.
Thread milling often gives better control in these conditions because the cut is distributed more gradually. That does not make thread milling easy, but it often makes the process more manageable and less likely to fail in one sudden event.
For ordinary materials, tapping is still often the better production choice. For harder materials or more failure-sensitive parts, thread milling becomes easier to justify.
Tool Breakage, Workpiece Risk, and Tool Life
This is one of the most important real-world differences.
A broken tap inside a finished or high-value part is often a serious production problem. Sometimes the part can be recovered. In many cases, recovery is slow, expensive, or simply not worth attempting. That means tapping risk is not just a tooling issue. It is a workpiece-risk issue.
A damaged thread mill is still a problem, but it usually does not create the same trapped-tool situation inside the hole. That matters a lot on expensive components, long-cycle parts, and difficult materials.
This is one of the strongest arguments for thread milling. The method is not only about thread quality. It is also about reducing the chance of losing a part because one tool failed in the worst possible way.
Tool life plays into the same decision. On stable, easy jobs, tapping may still be the most efficient choice. On difficult work, thread milling often earns its place by giving the shop more predictable process control and less severe failure consequences.
Accuracy, Thread Fit, and Size Control
Tapping is fixed by the tool. The tap produces the thread size it was designed to produce. That helps keep the process simple, but it also limits flexibility. If the thread fit needs correction after inspection, there is usually less room to adjust the result without changing tooling or process conditions.
Thread milling is different. Because the thread is generated by a programmed path, size correction is easier. Small offset changes can help bring the thread closer to the desired fit. That is especially useful when the first article comes back slightly tight or slightly loose and the shop wants to correct the thread without changing the basic method.
Thread milling also gives another practical advantage. One tool can often cut different diameters as long as the pitch is the same. That can reduce tooling variety and give the programmer more flexibility in mixed-part or lower-volume work.
If the job needs thread fit adjustment, multiple diameters with the same pitch, or more control after inspection, thread milling usually has a clear advantage.
Which One Is Faster?
Tapping is usually faster. That remains one of its biggest strengths.
For standard internal threads in stable production, tapping often wins on cycle time because the tool goes in, cuts the thread, and exits with minimal motion complexity. If the material is not difficult and the process is already proven, that speed advantage is real.
Thread milling usually takes longer because the cutter follows a more complex path. If the only comparison is cycle time per hole, tapping often comes out ahead.
But speed only matters in context. If the faster method creates more broken tools, more scrap, or more rework, then the speed advantage can disappear quickly. This is why experienced shops do not choose between tapping and thread milling on cycle time alone.
How to Choose Between Thread Milling and Tapping
The best way to choose is to stop asking which method sounds better and start asking what the job actually needs.
If the thread is standard, the material is easy, the quantity is meaningful, and the process needs to be fast, tapping is usually the stronger choice.
If the hole is blind, the material is difficult, the part is expensive, the thread size may need adjustment, or failure would be costly, thread milling often becomes the more practical option.
Quick Decision Table
| Situation | Better choice more often |
|---|---|
| Standard threads in stable production | Tapping |
| Blind holes with tight bottom-space conditions | Thread milling |
| Hard materials or high-value workpieces | Thread milling |
| Fast cycle time is the top priority | Tapping |
| Thread fit may need adjustment after inspection | Thread milling |
| Same pitch, multiple thread diameters | Thread milling |
A good production example is a family of machined stainless components that all use the same pitch but different thread diameters. Tapping may still work, but each size needs its own tap. Thread milling may take longer per hole, but one tool can often cover the family of sizes and give the programmer more room to adjust the final fit after inspection.
Practical Design Advice Before Releasing the Drawing
Do not choose the thread-making method by habit.
If the hole is ordinary, the material is easy, and production speed matters most, tapping is often the right answer. If the hole is blind, the material is difficult, or the workpiece is expensive enough that tool failure would be painful, thread milling deserves more attention.
Also remember that the thread itself is only part of the picture. Hole bottom geometry, entry chamfer, material condition, and nearby features still matter. This is why topics like Thread Engagementin CNC Machining, Blind Hole Bottom Shape, and Chamferin CNC Machining connect so naturally to this comparison. The thread may be cut by different methods, but the whole hole still has to work in assembly.
Conclusion
Thread milling and tapping both produce internal threads, but they solve the manufacturing problem in very different ways. Tapping is usually faster and simpler. Thread milling is usually more flexible and easier to control in harder, deeper, or more failure-sensitive situations.
The right choice is not about which method sounds more advanced. The right choice depends on the hole, the material, the batch size, the thread size, and how much process risk the job can tolerate.
If a part includes blind holes, hard materials, large threads, or expensive workpieces, send the drawing to JeekRapid so the thread-making method can be reviewed before production.
FAQs
What is the difference between thread milling and tapping?
Tapping cuts the full internal thread with a tap. Thread milling cuts the thread with a milling tool following a helical path. Tapping is usually faster, while thread milling usually offers more control and flexibility.
Is thread milling better than tapping?
Not always. Tapping is often better for standard production threads in easier materials. Thread milling is often better for blind holes, harder materials, larger threads, and jobs where thread size may need adjustment.
Why is thread milling often preferred for blind holes?
Blind holes offer less bottom space and harder chip evacuation. Thread milling usually gives better control near the bottom of the hole and reduces the risk of a broken tap becoming trapped inside the part.
Which method is faster, tapping or thread milling?
Tapping is usually faster. Thread milling normally takes longer because the toolpath is more complex.
When should I choose thread milling instead of tapping?
Choose thread milling when the material is difficult, the hole is blind, the part is expensive, the thread fit may need tuning, or the job benefits from one tool covering multiple diameters with the same pitch.

