Thread engagement looks simple on a drawing. A thread callout is added, a depth is assigned, and the hole appears finished. In real machining work, that is often where trouble starts. A threaded hole can be deeper than it needs to be, harder to machine than it should be, and still not give better joint performance. Blind holes make it worse because total hole depth, usable thread depth, and bottom clearance are not the same thing.
Good threaded-hole design is not about chasing the maximum possible depth. It is about getting enough load-carrying thread without adding pointless risk, cost, or tapping trouble. Many threaded holes work perfectly well with moderate engagement. Others need more because the internal material is weaker or the joint is more demanding. The important point is that thread engagement should be chosen for function, not guessed from habit.
How Much Thread Engagement Is Usually Needed?
For many CNC-machined parts, 1D to 1.5D is a practical starting range in stronger materials. Aluminum often needs more, commonly around 2.0D to 2.5D. Blind holes should never be sized by thread depth alone because total drill depth, usable thread length, drill-point geometry, and bottom clearance are not the same thing.
These are starting rules, not universal standards. They help answer the first question quickly, but they do not replace engineering judgment.
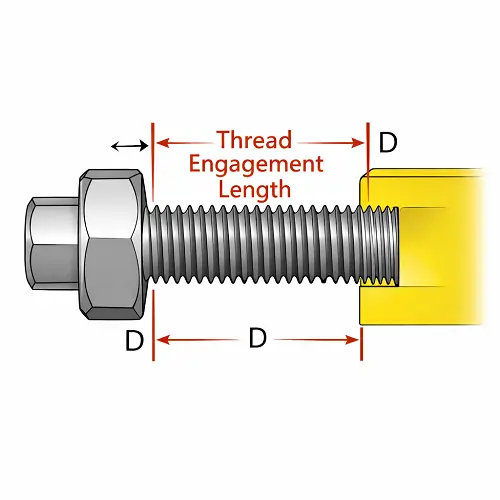
What Is Thread Engagement in CNC Machining?
Thread engagement is the length of thread that actually carries load between the fastener and the internal thread in the part. In machining, that should not be confused with total drilled depth, total tapped depth, or the overall screw thread length. What matters is the portion of the thread that is truly available to resist stripping and create clamp load.
On through holes, that is usually easier to understand. On blind holes, the bottom geometry, tap runout, and chip space reduce the portion that is really usable. That is why drill depth, threaded depth, and effective thread engagement should never be treated as interchangeable.
A lot of drawings mix these ideas together. They call out a thread, add a depth, and assume the entire depth is effective engagement. That is rarely the safest assumption.
Why More Thread Engagement Is Not Always Better
More thread engagement is not automatically better. Once the internal thread is strong enough for the joint, adding more thread often brings very little functional benefit while making the hole more difficult to produce. On blind holes, extra depth can increase tapping load, chip packing risk, and bottoming problems without meaningfully improving joint performance.
This is the part many drawings miss. Engineers sometimes specify long internal threads because it feels conservative. In practice, overspecified thread engagement can create deeper tapping, worse chip evacuation, and longer cycle time, especially in blind holes. If the fastener will fail in tension long before the thread strips, extra thread depth is just extra machining.
That is why thread engagement should be treated as a strength-and-manufacturability balance, not as a “more is better” number.
A Practical Starting Rule: 1D, 1.5D, and Material Effects
For many CNC-machined parts, a practical rule of thumb starts around 1D to 1.5D. That is a useful starting point for many standard joints in stronger materials. It is not a law, and it should not be copied blindly across every design.
Material changes the answer more than many drawings show. A steel internal thread usually needs less engagement than aluminum or soft materials because the parent material is stronger in thread shear. Softer materials often need longer engagement because internal thread stripping becomes the limiting failure mode sooner.
Common starting thread engagement ranges by material
| Internal thread material | Common starting engagement range |
|---|---|
| Steel | 1.0–1.5 × fastener diameter |
| Cast iron / brass | 1.5–2.0 × fastener diameter |
| Aluminum | 2.0–2.5 × fastener diameter |
| Soft plastics and low-strength materials | Often greater than 2.5D and should be validated |
These ranges are useful because they give a sensible first answer to questions like minimum thread engagement, minimum bolt thread engagement, and how much thread engagement is needed. But they are still only starting points. Joint load, fastener grade, engagement material, and surrounding wall thickness can push the final answer up or down.
What Changes the Right Thread Engagement Length?
Material strength is the first big factor. Lower-strength internal materials usually need longer engagement because they are more likely to strip before the fastener reaches its own limit. Stronger internal materials often need less.
Fastener size and loading matter too. A lightly loaded small screw in steel and a heavily loaded larger fastener in aluminum should not be designed by the same instinct. The same is true for static joints versus repeatedly serviced joints.
Hole style changes the answer as well. Through holes are usually more forgiving because chips escape more easily and there is no closed-end bottom geometry reducing usable length. Blind holes are more sensitive because drill point, tap runout, and bottom clearance all consume space.
This is also where other design topics start to overlap. Blind hole geometry, hole entrance quality, seating conditions, and surrounding wall thickness all influence whether the engagement you specified is actually usable.
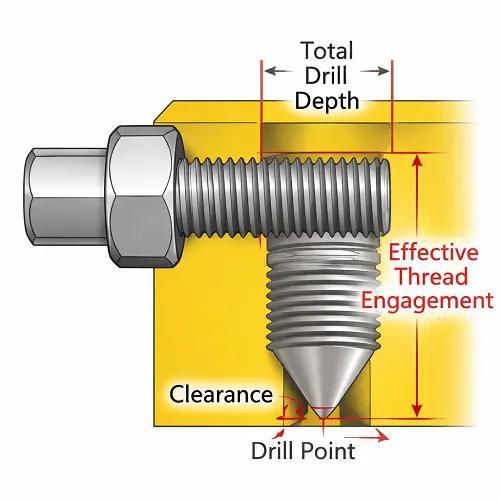
Effective Thread Engagement and Why Blind Holes Complicate It
Effective thread engagement is what the joint can really use, not just what the print suggests. This is where blind holes become tricky. A blind hole with 12 mm of total drilled depth does not give 12 mm of effective thread engagement. Some of that depth is consumed by the drill point, some by tap runout, and some by clearance below the last usable thread.
This is exactly why thread engagement length and effective thread engagement should be treated as design values, not guessed from nominal drill depth.
Total drill depth, threaded depth, and effective engagement are not the same
| Dimension | What it means |
|---|---|
| Total drill depth | Overall hole depth, including the pointed bottom region |
| Threaded depth | Portion actually cut by the tap or thread mill |
| Effective thread engagement | Usable thread length that actually carries load |
If those three numbers are not separated on a critical hole, drawings become misleading. This is also why blind hole bottom shape in CNC machining deserves separate review whenever a blind threaded hole is short, deep, or assembly-critical.
Example: Why Blind Hole Thread Depth Is Not the Same as Effective Engagement
Suppose a designer wants 10 mm of effective thread engagement in an M6 blind hole in aluminum. If the drawing only says “M6 thread depth 10 mm,” that may still be too short in practice. The drill point at the bottom, the tap runout, and the clearance below the last usable thread all consume part of the drilled depth.
In other words, the total hole must be deeper than the usable thread target. Otherwise the screw may bottom out early or the joint may end up with less real engagement than the print suggests.
This is one of the most common blind-hole design mistakes. The model looks correct because the nominal numbers line up, but the manufactured feature does not behave the same way.
Through Holes vs Blind Holes: Why the Same Rule Does Not Feel the Same
Through holes are usually more forgiving. Chips can escape, there is no pointed bottom stealing usable thread length, and the fastener is less likely to bottom out before clamp load is reached.
Blind holes need extra review because the bottom geometry reduces usable threaded length and makes tapping more sensitive. That does not mean blind holes are bad. It means the same nominal engagement number can behave very differently depending on hole type.
This is also where related feature choices matter. A clean entrance from chamfer in CNC machining can improve thread starts, and fastener-head geometry from counterbore vs countersink in CNC machining may change how much screw travel is actually needed before clamp load is reached.
Thread Engagement, Thread Strength, and Strip-Out Risk
When people ask about thread strength, they are usually trying to answer one practical question: will the fastener fail first, or will the internal thread strip first? That balance is what thread engagement is really about.
For many ordinary CNC joints, increasing engagement beyond the point where the internal thread is no longer the weak link does not add much value. Once the female thread is strong enough relative to the fastener and material, more depth mostly adds machining effort.
This is why a thread engagement rule of thumb is so common in practice. The goal is not maximum thread length. The goal is enough thread to avoid stripping under the expected load.
This is also why charts and calculators need context. They can be useful for quick estimates, but they still need the right inputs: fastener size, material strength, engagement material, and applied load. Without that, the number may look precise while the design logic is still weak.
Common Mistakes When Designers Overspecify Thread Depth
One common mistake is assuming that more internal thread automatically means a stronger joint. Often it just means a deeper, more difficult tapped hole.
Another common mistake is using the full drilled depth as the thread engagement length on blind holes. That ignores drill-tip geometry, clearance below the tap, and the fact that the lowest region of the hole is not fully usable.
A third mistake is giving a fastener a long screw thread length and then assuming the internal thread must match it one-to-one. It does not. The threaded hole only needs enough effective engagement to do the job. Matching every visible thread on the screw is usually not the right design rule.
A fourth mistake is ignoring the surrounding part geometry. Weak walls, shallow bosses, and low edge distance can all limit how much internal thread the part can support safely. This is where topics like thin-wall CNC machining challenges, press fit tolerance for CNC machined parts, and CNC machining tolerances often intersect with thread design. A deeper thread in a weak section is not always a better hole.
Tapping vs Thread Milling: Does the Process Change the Answer?
The process does not change the basic meaning of thread engagement, but it can change how easy the feature is to make reliably.
Tapping is usually faster and more economical for standard thread sizes, especially in higher volume. Thread milling is slower per hole, but it is more flexible and often more forgiving in difficult materials, custom sizes, and risk-sensitive blind holes.
That matters because the “right” thread engagement is not only a strength question. It is also a manufacturability question. If the chosen depth makes the feature harder to produce safely than it needs to be, the design may be technically possible but still poor for production.
Blind holes are where this difference becomes more practical. Thread milling can sometimes offer better control near the bottom of a difficult hole, while tapping is still often the faster choice for ordinary production holes.
Straight Thread Engagement and NPT Pipe Thread Engagement Are Not the Same
Straight fastener threads and tapered pipe threads should not be evaluated with the same rule. If a part uses NPT engagement or pipe thread engagement, that is a separate design topic from ordinary bolt thread engagement.
NPT threads rely on taper and sealing behavior, so a straight-thread rule of thumb should not be applied directly to them. This is why NPT pipe thread engagement, pipe thread engagement charts, and straight bolt engagement charts should not be mixed together without context.
If you are designing ordinary threaded holes for bolts or screws, keep that discussion separate from tapered sealing threads.
How to Specify Thread Engagement Clearly on a Drawing
If the hole is critical, the drawing should not rely on one depth number and hope the shop interprets it correctly. Show the thread callout, then make clear whether the listed depth is total thread depth, effective thread engagement, or total drill depth. On blind holes, these should not be assumed to mean the same thing.
A practical drawing review should answer four questions.
What the drawing should communicate
| Drawing question | Why it matters |
|---|---|
| What is the total drill depth? | Needed to understand bottom clearance and drill-point loss |
| What is the usable thread engagement target? | This is the functional thread length, not just the nominal depth |
| Is the hole blind or through? | Blind holes need extra allowance for runout and clearance |
| Does the fastener need full seating before bottoming? | Prevents screws from stopping at the hole bottom before clamp load is reached |
If the fastener must fully seat before it reaches the bottom of the hole, show that relationship clearly. If the lower part of the hole is only clearance and not usable thread, leave room for that in the model and callout. If engagement strength is critical, state the requirement in a way the machinist and inspector can verify.
Practical Design Advice Before Releasing a Threaded Hole
Start from function, not from maximum possible depth. Ask what the joint actually needs.
Use common engagement ranges as a starting point, then adjust for material strength, hole style, and loading. Review blind holes more carefully than through holes. Separate total drilled depth from effective thread engagement. Do not force full-depth threading where it adds risk without adding value. On parts with weak surrounding geometry, mixed assembly constraints, or limited wall support, review the thread together with nearby features such as lead-in chamfers, clearances, and seating surfaces.
When a simple rule is enough and when deeper review is better
| Situation | Practical approach |
|---|---|
| Standard steel parts with ordinary loading | Start from 1–1.5D |
| Aluminum internal threads | Start longer, often 2.0–2.5D |
| Blind holes with short usable depth | Review drill depth, thread depth, and bottom clearance together |
| Critical joints or uncertain loading | Use calculation or testing |
| NPT / tapered pipe threads | Do not use straight-thread engagement rules directly |
If the hole is load-critical, use a proper engineering calculation. If the hole is a normal production feature, a realistic rule of thumb plus a sensible drawing often gets you to a cleaner result faster.
Conclusion
Thread engagement in CNC machining should be treated as a functional design choice, not as a default “more is better” number. For many standard holes, 1–1.5D is a practical starting range. Softer internal materials usually need more. Blind holes always need more thought because total drill depth, threaded depth, and effective thread engagement are not the same thing.
When a print separates usable thread length from total hole depth, threaded holes become easier to machine and less likely to fail in assembly. That is usually the difference between a design that only looks complete and one that works well in production.
If the part includes blind threaded holes, weak parent materials, or assembly-critical fasteners, send the drawing to JeekRapid so thread engagement, hole depth, and machining method can be reviewed together.
FAQs
What is a good thread engagement rule of thumb?
For many CNC-machined parts, 1D to 1.5D is a common starting rule of thumb. That range often works well in stronger materials, but softer materials such as aluminum usually need more engagement. It is a starting point, not a universal rule.
How much thread engagement is needed in aluminum?
A common starting range for aluminum internal threads is about 2.0 to 2.5 times fastener diameter. Actual required engagement still depends on load, fastener grade, and surrounding geometry.
How many threads of engagement do I need in a blind hole?
Do not count only nominal thread turns. In blind holes, you must subtract the effect of the drill point, tap runout, and clearance below the usable threads. That is why blind holes need more review than through holes.
Is thread engagement the same as thread depth?
No. Thread depth may describe the tapped portion or the drilled portion, depending on how the drawing is written. Effective thread engagement means the part of the thread that actually carries load. In blind holes, that is often less than the total depth shown on the print.
Does NPT pipe thread engagement follow the same rule as straight bolt threads?
Not exactly. NPT pipe thread engagement belongs to a tapered sealing thread system, so it should not be mixed with straight-thread bolt engagement rules. Treat NPT as a separate design topic.

