A slot usually looks harmless on a drawing. Two walls, one width, one depth, one length. On the machine, that same feature can turn into the part of the job that drives tool wear, slows cycle time, and creates the most inspection risk. Standard slot milling is common enough, but long narrow slots are a different category. Once the cutter gets small, the reach gets long, and the chip has nowhere easy to go, the process stops behaving like simple milling.
That is where many design teams and buyers get surprised. A slot that looks like a routine internal feature may actually be the least stable operation on the part. The cutter is buried. Heat stays in the cut. Chips recut the wall instead of clearing cleanly. A little tool movement becomes a size problem, and a size problem quickly becomes a repeatability problem. The result is not always a dramatic tool break. More often, the slot just starts drifting. The top may look fine. The bottom may not. One wall may clean up. The other may still show tool push or chatter.
That is why slot milling deserves more than a basic definition. If the goal is only to explain what a milled slot is, that is easy. If the goal is to explain why long narrow slots create trouble in real CNC work, the answer has to go deeper into geometry, material, tool behavior, and process strategy.
What Is Slot Milling?
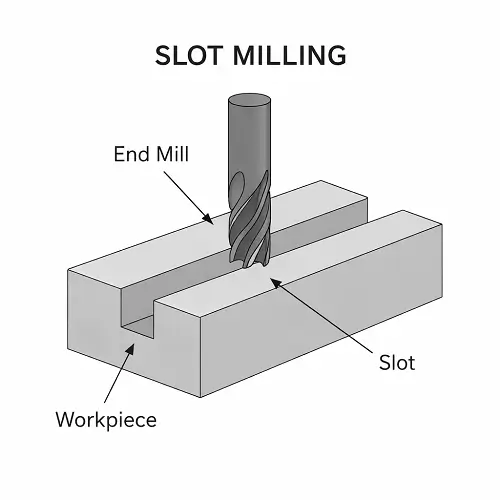
Slot milling is a CNC milling operation used to cut a straight or curved channel into a workpiece with a rotating cutter. In many shops, people may also call the feature a milled slot, a groove, or a channel, depending on function and shape. The operation is common in brackets, housings, machine components, clamping parts, sealing features, and many other production parts.
In simple cases, slot milling is straightforward. A reasonably wide, shallow slot in aluminum can be cut quickly with a standard carbide end mill and a stable setup. The trouble starts when the slot becomes narrow relative to its depth, or long enough that tool load, chip evacuation, and wall accuracy all become harder to control.
The key point is that slot milling is not automatically difficult. What makes it difficult is the geometry around the slot. Width by itself does not tell the story. Depth by itself does not tell the story either. The real challenge comes from how width, depth, length, material, tolerance, and cutter reach work together.
What Tools Are Used for Slot Milling?
Most CNC slot milling is done with solid carbide end mills. Some catalogs list these as slot milling cutters, slot drills, slot cutters, slotting mills, or slotting cutters. The name matters less than the actual cutting condition. The real question is whether the tool is rigid enough, can evacuate chips well enough, and can reach the bottom of the feature without rubbing the shank or losing control of the walls.
For aluminum, shops often prefer lower flute counts because chip space matters. A 2-flute or 3-flute carbide tool is common when the slot is deep enough that packing chips becomes a risk. In steel, a 4-flute tool may be used when rigidity and wall finish matter more than maximum chip room. In stainless steel, tool choice becomes even more sensitive because rubbing, heat, and work hardening can quickly punish a marginal setup.
A small slot is not only a cutter diameter problem. It is also a reach problem. A 3 mm cutter cutting 3 mm wide is one thing if the slot is 4 mm deep. The same cutter working 20 mm deep is a very different tool mechanically. The more flute length and neck length the setup needs, the less rigid the system becomes. That change is not subtle. The process may go from routine to fragile without the drawing looking dramatically different.
How Slot Milling Differs From Pocketing and Grooving
A slot is easy to confuse with other internal milling features, but the cutting condition is usually less forgiving than a pocket. Pocket milling gives the tool room. Chips have space to move. Tool engagement can often be controlled more gently. A slot does not offer the same freedom. In full-width slotting, the cutter is buried between two walls, and both side walls matter at the same time.
That difference is one reason people underestimate slot difficulty. On a drawing, a slot may look smaller than a pocket and therefore easier. In cutting terms, the opposite can be true. A narrow slot often traps the cutter in a more restrictive condition, especially when the feature is deep or long.
Grooving can overlap with slot milling, but the term is broader. In milling, a groove may be a slot-like feature. In turning, grooving refers to a different operation entirely. For this article, the focus is internal slots cut on a CNC milling machine or machining center.
Where Slot Geometry Starts Becoming Risky
This is one of the missing pieces in many generic articles. Long narrow slots do not become difficult at one universal number, because material, cutter quality, spindle stability, coolant, and machine condition all matter. Still, there are practical geometry ranges that most experienced shops recognize.
As a rule of thumb, a slot depth around one to two times the cutter diameter is usually manageable in ordinary production work, assuming the material and setup are reasonable. When slot depth starts moving toward three times the cutter diameter, the process becomes more sensitive. The cutter can still do the job, but tool deflection, chip evacuation, and finish quality need more attention. Around four to five times cutter diameter, the slot is no longer something a shop should treat casually. At that point, the process often needs staged cutting, careful toolpath control, lighter finishing, and realistic tolerance expectations. Once the depth gets beyond that range in a narrow full-width slot, the risk climbs fast, especially in steel or stainless.
That does not mean every slot deeper than four times diameter is impossible. Shops cut deep slots all the time. It means the feature has entered a range where process capability depends heavily on details that the drawing usually does not show. A short statement like “machine slot to width” no longer tells the full story.
Length matters too. A slot may not be especially deep, but if it is very long relative to its width, straightness and side-wall consistency become harder to hold. A long 4 mm wide slot in plate stock can measure correctly at several points and still show visible wall drift or chatter along the full feature. That is why width, depth, and length should be judged together instead of as isolated values.
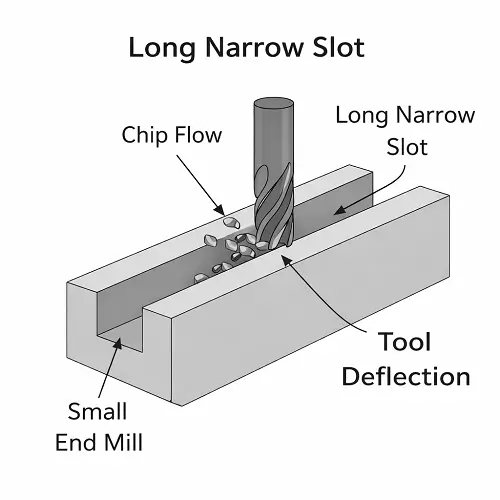
Why Long Narrow Slots Are Harder Than They Look
The first reason is tool deflection. A long, small cutter behaves like a spring under load. Even when the movement is slight, that movement changes the cut. In a wide open pocket, the tool may have room to recover without obvious damage. In a narrow slot, there is nowhere for that movement to hide. The wall records it. The bottom records it. One side may get more load than the other, and the slot starts drifting in a way that does not match the clean geometry on the CAD screen.
The second reason is chip evacuation. In a deep or narrow slot, chips do not leave as easily as they do in open side milling. They crowd around the cutter. They recut the walls. They hold heat in the cut. In aluminum, packed chips often show up as smearing or a streaked bottom finish. In steel, they increase heat and tool load. In stainless, they can turn an already sensitive cut into a rubbing, work-hardening problem that gets worse each pass.
The third reason is thermal load. Full-width slotting generally runs hotter than lighter radial engagement milling because more of the cutter is involved. When the tool is trapped between two walls and the chip cannot escape cleanly, temperature rises quickly. Heat by itself is not the only problem. Heat changes how the tool cuts, how the material behaves, and how stable the finish looks from top to bottom.
The fourth reason is vibration. Long narrow slots are very good at exposing weak points in the setup. A slightly too-long holder, a part that is not fully supported, a cutter with too much reach, or a spindle speed sitting in the wrong range can all turn a normal slot into a chatter problem. Once chatter starts inside a narrow slot, it usually shows on the wall immediately.
Material Differences: Aluminum, Steel, and Stainless Steel Do Not Behave the Same
This is another place where generic content often stays too vague. Long narrow slot milling changes character depending on material.
In aluminum, cutting forces are lower, which helps, but aluminum brings its own problems. Chips are larger and more likely to pack if evacuation is weak. Built-up edge can form if the tool is rubbing instead of cutting cleanly. The slot may not look “hard” in the same way steel looks hard, but a deep narrow aluminum slot can still go wrong fast if chips stay inside the cut. A common failure pattern in aluminum is a slot that sounds acceptable during cutting but comes out with smeared walls, a streaked bottom, and burrs heavier than expected near the exit.
Mild steel or alloy steel usually gives more stable chip shape than aluminum, but cutting forces rise and the load on the tool becomes more serious. A slot that was manageable in aluminum may become noticeably more sensitive in steel, even if the geometry is identical. Tool deflection becomes more meaningful, heat stays in the cut longer, and finishing passes matter more because the cutter has been under heavier load from the start.
Stainless steel is often the least forgiving of the three. It tends to generate more heat, can produce stringy chips, and does not respond well to rubbing. If the tool begins pushing instead of shearing cleanly, the material can work harden locally, which makes the next pass worse. That is one reason narrow deep slots in stainless steel often need more conservative planning than the same feature in aluminum or standard carbon steel. A slot that looks barely challenging in aluminum may already be a high-risk feature in stainless.
So when someone asks whether a long narrow slot is difficult, the correct answer is always incomplete unless material is part of the conversation.
Why Roughing, Semi-Finishing, and Finishing Should Be Treated Separately
A difficult slot usually should not be approached as one simple full-depth, full-width operation unless the geometry is very forgiving. Separating the process into roughing, semi-finishing, and finishing is not just a programming habit. It is a way to keep the cutter under control.
Roughing removes the bulk of the material and creates the basic slot form. During this stage, the cutter is doing the hardest work. It is seeing the most chip load, the most heat, and the highest chance of tool push. That means the roughing stage should not be expected to produce the final wall condition on a demanding slot. If the process tries to do everything at once, roughing damage often gets built into the final feature.
Semi-finishing helps stabilize what roughing leaves behind. In a difficult slot, this stage matters because it evens out remaining stock and reduces the chance that the final pass sees one heavy wall and one light wall. Without that control, the finishing tool can cut differently on each side, and the result is a slot that technically “finished” but still does not hold the same condition along the full depth.
Finishing is where wall quality, size control, and bottom appearance get cleaned up. But finishing only works properly if the earlier stages leave the feature in a consistent state. A finish pass is not magic. If roughing pushed the walls, packed chips into the bottom, or left uneven stock, the finish pass may only partially correct the problem.
This is why experienced machinists often separate these stages more deliberately on narrow deep slots than they would on simpler features. The geometry is asking the process to stay stable, and stability rarely comes from one aggressive pass.
A More Practical Way to Read Slot Risk
Looking at actual dimensions makes the problem easier to understand.
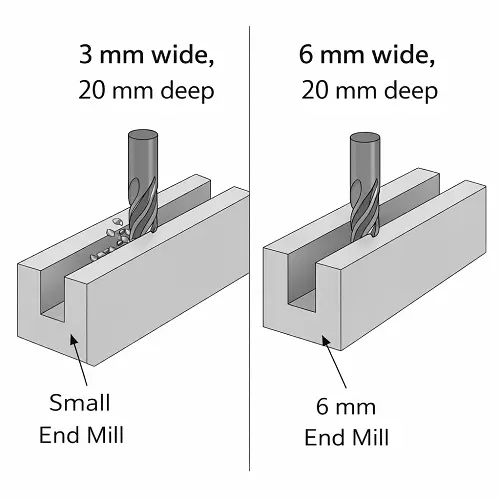
A 3 mm wide slot that is 20 mm deep is already asking a lot from a milling process. Even if the machine is good and the tool is premium carbide, that feature is in a sensitive range. The cutter is small, the reach is long, chip evacuation is restricted, and the depth is several times the slot width. In aluminum, the main danger may be chip packing and wall smearing. In steel, it may be tool push and bottom drift. In stainless, the feature becomes much more serious because heat and rubbing can escalate quickly.
Now compare that with a 6 mm wide slot at the same 20 mm depth. The depth is unchanged, but the process risk is not. A larger tool has much more rigidity. Chip room is better. The tool can tolerate the cut more easily. The same 20 mm depth that looked risky in a 3 mm slot can become manageable in a 6 mm slot, especially if the slot tolerance is reasonable and the machine setup is solid.
That is why two slots with the same depth do not behave the same way at all. Depth alone is not the real issue. Depth relative to usable cutter diameter is what changes the job.
The same idea applies to width tolerance. A 6 mm slot with a moderate functional tolerance may be routine. A 3 mm slot with a tight width callout and cosmetic side-wall expectations is not the same class of feature anymore, even if both are labeled “slot milling” on paper.
Real Failure Signs Seen on Long Narrow Slots
Shop-floor problems on slots are often easier to recognize than to explain. A slot may pass one check and still show clear signs that the process was close to unstable.
One common failure sign is that the top of the slot measures correctly but the lower section comes in narrow. That usually means the cutter pushed under load and the effective tool path changed deeper in the feature. The programmer may still be running the correct nominal geometry, but the tool is no longer cutting exactly where the program thinks it is.
Another common sign is wall mismatch. One wall may look smoother while the opposite wall shows faint waviness, heavier tool marks, or a slightly different finish. That usually points to uneven load or tool movement rather than a simple measurement error.
A third sign is a bottom finish that looks streaked, torn, or inconsistent from one end of the slot to the other. In many cases, that is a chip evacuation problem first and a finish problem second. The bottom is acting like a record of what happened inside the cut.
Exit burrs are another useful clue. If the burr at the slot exit is far heavier than expected, or much heavier on one side, that often tells you the cutter was not leaving the cut in a stable condition. Thin parts make this especially obvious.
Chatter is the most visible problem, but not always the first problem. By the time chatter marks are obvious, the process may already have been marginal for a while. On some slots, the first warning is not a loud sound. It is simply that the slot looks acceptable near the entry and less controlled toward the end or the bottom.
What Designers Should Change Before Releasing the Drawing
A slot becomes much easier to machine when the drawing gives the process room to work.
The most useful change is often width. If the slot can be made even slightly wider without hurting function, the cutter choice improves immediately. More cutter diameter usually means more rigidity, better wall control, and less risk of heat and chip problems.
Depth should also be examined honestly. A slot does not need to be as deep as available space allows. It only needs to be as deep as the function requires. Extra depth is not free. On long narrow slots, extra depth often creates instability with no real benefit to assembly or performance.
Corner radius is another important point. A milled slot bottom naturally reflects cutter geometry. If the drawing implies a sharp internal corner but does not specify an alternate process, the design is already creating conflict. The easiest time to fix that is before release, not after the first sample exposes the problem.
Tolerance should be tied to function, not habit. If slot width controls fit, then slot width matters. If the bottom is only a clearance surface, it should not be held like a precision sealing face. Long narrow slots become expensive very quickly when every surface inside the feature is controlled more tightly than the part actually needs.
When EDM Should Be Considered
Milling is usually the first choice because it is fast and economical, but not every slot should be forced into a milling solution. A very narrow slot in hard material, a slot with extreme depth relative to width, or a feature that requires sharper internal conditions than a cutter can provide may be better suited to EDM.
This is not just about whether the slot can be cut somehow. It is about whether it can be cut repeatedly, on size, with stable quality and reasonable cost. In some jobs, EDM is slower on paper but safer in production. A good supplier should be willing to say that early instead of trying to prove that every slot must be milled simply because the machine can physically reach it.
Practical Slot Milling Design Advice
The most helpful design advice is usually simple. Give the slot more width if function allows it. Keep the depth no greater than necessary. Avoid overcontrolling surfaces that do not matter to performance. Use realistic internal radii. Think about the feature in terms of process stability, not just ideal geometry.
Most slot problems are not caused by one bad decision. They come from several ordinary decisions stacking together: narrow width, extra depth, tight tolerance, difficult material, and no room for the cutter to recover. That is why long narrow slots often look reasonable in CAD and become troublesome in the shop.
Conclusion
Slot milling is a basic CNC operation, but long narrow slots are not basic features. Once the cutter gets small, the depth increases, and the walls close in, the process becomes much more sensitive to tool rigidity, chip evacuation, heat, and finishing strategy. A slot that appears simple on a drawing can become the least forgiving feature on the part.
The difference usually comes down to geometry and process realism. A 3 mm wide slot at 20 mm deep is not the same job as a 6 mm wide slot at 20 mm deep. Aluminum does not behave like steel. Steel does not behave like stainless. Roughing, semi-finishing, and finishing should not be treated as the same step when the slot is deep and narrow. And the most honest warning signs often show up in the part itself: a clean top with a tighter bottom, one wall better than the other, or burrs and finish problems that tell you the cutter was already losing control.
JeekRapid reviews slot features the way the machine sees them, not just the way the drawing presents them. If a part includes long narrow slots, deep channels, or tight internal features, upload your drawing for a quote before release. Reviewing slot width, depth, material, corner radius, and tolerance together usually saves more time than trying to rescue the feature after machining starts.
FAQs
What is slot milling in CNC machining?
Slot milling is a milling operation used to cut a channel or slot into a workpiece with a rotating cutter. The difficulty depends on slot width, depth, length, material, and tolerance.
Why are long narrow slots harder to machine?
They usually require smaller cutters with longer reach, which reduces rigidity. That makes the process more sensitive to deflection, chip evacuation problems, heat buildup, chatter, and wall accuracy loss.
Is a deep slot always difficult to mill?
Not always. A wide enough slot with a stable tool can be manageable at considerable depth. The real issue is depth relative to usable cutter diameter, not depth by itself.
Does material change slot milling difficulty?
Yes. Aluminum often creates chip-packing and smearing problems, steel increases cutting load and tool push, and stainless steel adds heat and work-hardening risk, especially in deep narrow slots.
When should a slot be reviewed for EDM instead of milling?
A review is worth doing when the slot is very narrow, very deep, made from difficult material, or needs geometry and wall quality that push milling beyond a stable production range.

