Chamfers are easy to overlook because they look small on a drawing. A corner is broken, a hole mouth is beveled, and the edge looks cleaner, so the feature often feels less important than hole position, flatness, or thread depth. On real CNC parts, that small feature can affect assembly far more than many people expect. A pin that should slide in easily catches at the entrance. A screw starts poorly in a threaded hole. A sharp edge chips during handling. A burr left at the hole mouth turns a simple assembly into a fit problem.
That is why chamfers deserve more attention than they usually get. In CNC machining, a chamfer is not only a cosmetic edge treatment. It can protect edges, improve lead-in, reduce burr-related trouble, support thread entry, and make repeated assembly more consistent. A poorly defined chamfer, or no chamfer at all, often creates small problems that show up later on the bench rather than on the print.

What Is a Chamfer in CNC Machining?
A chamfer is a beveled edge created by cutting away a sharp corner and replacing it with a straight angled surface. In CNC machining, chamfers appear on outside edges, hole entrances, threaded hole mouths, fastener features, and mating or locating surfaces that need a controlled lead-in.
That definition sounds simple, but not every softened edge is a true chamfer. A part may be lightly deburred and no longer feel sharp, but that does not automaticall
On machined parts, chamfers usually fall into two broad categories. One is a general edge break, where the main goal is to remove a dangerous or fragile sharp corner. The other is a functional chamfer, where the bevel actively helps assembly, seating, guiding, or protecting a critical feature.
What Is the Purpose of a Chamfer?
The first purpose of a chamfer is edge protection. Sharp edges chip easily, especially on smaller parts, brittle materials, or thin sections. Breaking that edge slightly makes handling safer and reduces the chance of damage after machining.
The second purpose is assembly guidance. This is where chamfers become much more important than they look. A hole chamfer helps a screw, dowel pin, shaft, or mating feature find the entrance more easily. Without that lead-in, the operator may need to force the part, and that is when edges get damaged, burrs get dragged inward, and assembly starts to feel inconsistent.
The third purpose is burr control. Burrs often form around hole mouths, slot edges, and cut transitions. A controlled chamfer can remove or reduce that problem at the same time it improves the edge condition. On many machined parts, the difference between a clean assembly and a frustrating one is nothing more dramatic than how the entrance edge was treated.
The fourth purpose is thread entry. On threaded holes, a small chamfer at the entrance helps the fastener start more cleanly and reduces the chance of catching damaged edge material at the first thread.
Common Chamfer Angles in CNC Machining
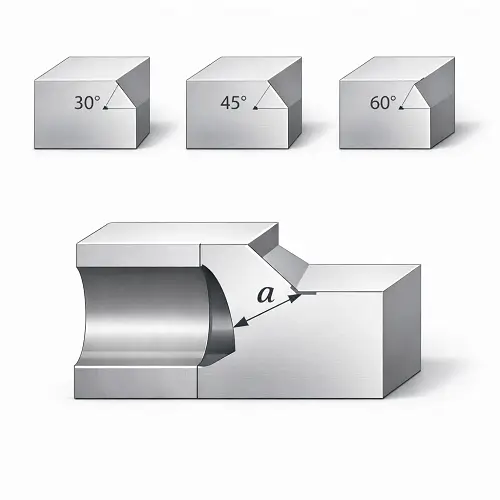
Forty-five degrees is the most common chamfer angle in CNC machining because it is simple, practical, and easy to communicate on drawings. It works well for general edge breaks, hole entries, and many standard machined features.
Thirty degrees and sixty degrees also appear, usually when the chamfer is tied to a specific function, clearance need, or design standard. A steeper or shallower angle can change how aggressively the part leads into an opening or how much material is removed from the edge.
Ninety degrees is common in countersink geometry because many flat head screws are based on included angles around that value, but that is no longer just a general chamfer. At that point the feature becomes part of a fastener seating design and should be treated accordingly.
A useful way to think about chamfer angle is that the angle is not just a number. It changes how the edge behaves. A small 45° edge break and a larger functional hole chamfer may both be called chamfers, but they are solving different problems.
| Chamfer angle | Typical use | Main purpose |
|---|---|---|
| 45° | General edge break, hole entry, external corners | Balanced edge removal and easy callout |
| 30° | Gentle lead-in or limited material removal | Smoother entry with less edge loss |
| 60° | More aggressive edge relief in some designs | Stronger visual break or larger entrance |
| 90° included | Fastener-style countersink applications | Flush fastener seating, not general edge break |
Common Applications of Chamfers on Machined Parts
External edge chamfers are common on housings, brackets, plates, and general machined blocks. Their job is usually to remove sharpness, protect the corner, and improve handling. On some parts they also clean up appearance, but that is rarely the only reason they exist.
Hole chamfers are often more important functionally. A chamfer at the entrance of a drilled or reamed hole helps guide pins, shafts, screws, or mating components into position. On locating features and repeated-assembly parts, this small lead-in can save a surprising amount of trouble.
Threaded holes are another major application. A chamfer at the mouth of the threaded hole makes fastener entry cleaner and reduces the chance of damaging the first thread during assembly. This is especially important when parts are assembled repeatedly or when the thread must start smoothly by hand.
Chamfers also appear around fastener features, counterbores, pockets, and local transitions where the edge condition affects use. In short, chamfers are found almost everywhere on machined parts because edges are everywhere, and not all edges should behave the same way.
Hole Chamfer in CNC Machining: Why It Matters More Than Many Drawings Show
Hole chamfers deserve their own discussion because they solve more real-world problems than most drawings make obvious. A hole mouth without a chamfer is often too sharp, too fragile, or too unforgiving. If the mating part does not enter perfectly straight, the edge catches first. That small catch is often enough to start wear, raise a burr, or make the assembly feel rough.
This matters on fastener holes, locating holes, reamed holes, and press-fit related features. A screw entering a threaded hole starts more cleanly when the entrance edge is controlled. A pin or shaft aligns more naturally when the hole mouth has a proper lead-in. Even when the hole itself is dimensionally correct, the entrance condition can still decide whether assembly feels smooth or troublesome.
This is why hole chamfers should not be treated as optional decoration. On many machined parts, the hole chamfer is part of how the part goes together.
Why Small Chamfers Prevent Bigger Assembly Problems
A very small chamfer can prevent much larger problems later. It can stop the hole mouth from rolling over during handling. It can reduce the chance of a screw picking up damaged material on the first thread. It can help an operator start a pin or shaft without forcing the part into place.
The opposite is also true. Missing chamfers, undersized chamfers, or poorly finished chamfers can create assembly problems that do not look like chamfer problems at first. A fastener seems hard to start, so people blame the thread. A pin feels tight, so they blame the diameter. A part scratches during insertion, so they blame the fit. In many cases, the real problem is simply that the entrance edge was left too sharp or too rough.
That is why chamfers matter on repeated assembly features. The more often a part is installed, removed, or aligned by hand, the more valuable that small entry feature becomes.

When a Small Edge Break Is Enough, and When a Functional Hole Chamfer Is Better
A small edge break is usually enough when the goal is simply to remove sharpness and reduce the risk of burrs or chipped corners. On many external edges and non-critical hole mouths, the part does not need a strong lead-in feature. It just needs a clean, safe edge that will not cut hands, catch cloth, or flake during handling.
A functional hole chamfer is more appropriate when the edge has to help the part assemble. This is common on threaded hole entrances, dowel pin holes, locating holes, clearance holes used repeatedly during service, and hole features where a shaft, screw, or pin must start smoothly without forcing. In those cases, the chamfer is not just an edge treatment. It is part of the feature’s working geometry.
The design question is simple: does the edge only need to stop being sharp, or does it need to guide something into the hole? If it only needs to break the edge, a small chamfer is often enough. If it needs to improve entry, seating, or assembly consistency, a more deliberate functional chamfer is the better choice.
That distinction matters because many drawings over-control simple edges and under-control important hole entries. The result is wasted machining effort in one place and avoidable assembly trouble in another.
Chamfer Size in CNC Machining: How Much Is Enough?
Chamfer size should be based on function, not habit. A very small chamfer may be enough if the only goal is to break the edge and remove sharpness. On many machined metal parts, a small controlled edge break around 0.2 to 0.5 mm is often sufficient for that kind of job. Larger chamfers make more sense when the feature is meant to guide assembly, improve entry, or protect an edge that sees repeated use.
Too small a chamfer may fail to do anything useful beyond light deburring. Too large a chamfer can remove more material than the design can afford, especially on thin sections, small bosses, or edge-close features. On hole mouths, an oversized chamfer can reduce support around the entrance or alter how a mating feature is seated.
The right question is not “what chamfer size is standard?” The right question is “what does this edge need to do?” Once that is clear, size becomes much easier to choose.
Chamfer vs Deburring: What Is the Difference?
Deburring removes unwanted leftover material. A chamfer creates a defined edge geometry. Sometimes one operation helps achieve both, but they are not the same thing.
A deburred edge may no longer be sharp, but it may still be irregular and uncontrolled. A true chamfer has a specific shape and usually a predictable angle and size. If the edge only needs to be safe and clean, general deburring may be enough. If the edge needs to guide assembly, protect a thread entrance, or provide repeatable part entry, a real chamfer is often the better choice.
This distinction matters on drawings. “Break sharp edges” and “C0.5 x 45°” do not mean the same thing. One gives the shop flexibility. The other defines a feature.
How Chamfers Are Machined in CNC Parts
Chamfers are commonly machined with chamfer mills, spot drills, countersink-style tools, or turning tools on lathe parts. The method depends on part geometry, hole size, tool access, and the purpose of the feature.
On hole entrances, the chamfer may be created as a secondary toolpath after drilling or as part of a combined operation if the process allows it. On turned parts, outside chamfers are often simple and efficient because the tool can approach the edge directly. On milled parts with small holes or tight internal access, control becomes more sensitive.
Material also matters. Aluminum usually machines differently from stainless steel, brass, or engineering plastics. Burr behavior changes, edge finish changes, and the risk of local damage changes. A chamfer that is easy to make cleanly in one material may be less forgiving in another.
So while chamfers are common, they are not automatically identical from part to part. Tooling, material, and geometry all affect the result.
How to Specify a Chamfer on a Drawing
A drawing should make clear whether the chamfer is only an edge break or a controlled functional feature. If the chamfer size matters, specify the size. If the angle matters, specify the angle. If only certain holes need controlled chamfers, show that clearly rather than assuming the shop will interpret every edge the same way.
This is especially important for hole chamfers. If the chamfer is intended to help thread entry, pin insertion, or controlled assembly guidance, the drawing should reflect that intent. If the part only needs broken sharp edges, a broader note may be enough.
The more functional the edge becomes, the less safe it is to leave the feature vague.
Practical Design Tips for Chamfers on CNC Parts
Do not add large chamfers everywhere by default. Many edges only need a light break. Save controlled chamfers for places where the edge actually affects function.
Use small chamfers on general external edges when the main goal is safety and edge protection. Use more deliberate hole chamfers where assembly guidance matters. Pay closer attention to chamfers on threaded holes, locating holes, and repeated-use features because these are the places where entrance quality affects the real feel of the part.
Be careful on thin sections. A chamfer that looks harmless in CAD can remove too much support on a weak edge. Also remember that a deburred edge and a true functional chamfer are not the same thing. If the feature matters, specify it.
Conclusion
Chamfers in CNC machining do much more than make parts look finished. They protect edges, improve assembly entry, reduce burr-related trouble, support thread starts, and make repeated use more consistent. On many machined parts, the chamfer at a hole entrance or edge is not cosmetic at all. It is part of how the part functions.
That is why chamfers should be treated as controlled features when the design depends on them. A small chamfer can prevent much larger problems later, especially around holes, threads, pins, and repeated assembly points. If a part includes functional chamfers, controlled hole entries, or specific edge requirements, send the drawing to JeekRapid so chamfer size, angle, and machining method can be reviewed before production.
FAQs
What is the purpose of a chamfer in CNC machining?
A chamfer in CNC machining is mainly used to break sharp edges, improve assembly entry, reduce burr-related problems, and protect edges from chipping during handling or repeated use. On hole features, a chamfer can also help screws, pins, and shafts enter more smoothly.
What is the most common chamfer angle in CNC machining?
A 45° chamfer is the most common in CNC machining because it is easy to machine, easy to specify on drawings, and suitable for general edge breaks and many hole-entry features. Other angles may be used when a design requires a different lead-in or seating condition.
Is chamfer the same as deburring?
No. Deburring removes unwanted edge material, while a chamfer is a defined geometric feature with a controlled size and angle. A deburred edge may be safe to handle, but it does not always provide the same lead-in, seating, or repeatable edge condition as a true chamfer.
Why is a hole chamfer important on machined parts?
A hole chamfer helps guide screws, pins, shafts, and mating parts into the hole more easily. It also reduces burrs at the hole mouth, protects the entrance edge, and improves thread starts on threaded holes. A small hole chamfer often prevents much bigger assembly problems later.
How should a chamfer be specified on a drawing?
If the chamfer is functional, the drawing should define the size and, if needed, the angle. If the edge only needs a general break, a broader note may be enough. Critical hole chamfers, thread-entry chamfers, and assembly-related chamfers should not be left open to guesswork.

