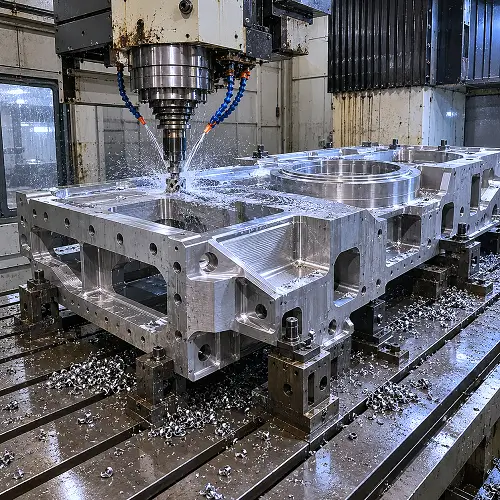
Large part CNC machining is used for oversized plates, housings, machine bases, long shafts, flanges, fixture plates, mold plates, and industrial equipment components that need accurate machined surfaces, hole patterns, bores, threads, or assembly features.
Large part CNC machining is not just standard CNC machining with a bigger workpiece. Once part size increases, the machining process becomes more sensitive to workholding, tool reach, material stress, flatness, hole position, inspection access, and handling. A large plate, housing, shaft, base, or tooling component may look simple in a CAD file, but the real machining work depends on how the part is supported, cut, inspected, and moved through production.
Large CNC machined parts are often used in industrial equipment, automation systems, machine frames, tooling, robotics, energy equipment, transportation systems, and heavy-duty assemblies. These parts may require accurate mounting surfaces, large flat faces, long hole patterns, deep pockets, precision bores, threaded holes, sealing faces, or features machined across multiple sides.
The main goal is not only to remove material. The machining plan must keep the large part stable enough to hold the required dimensions after cutting, unclamping, inspection, finishing, and assembly.
What Is Large Part CNC Machining?
Large part CNC machining refers to the machining of oversized, long, wide, heavy, or geometry-sensitive components using CNC milling, CNC turning, boring, drilling, threading, 5-axis machining, or multi-sided machining. The part may be large because of overall length, width, height, diameter, weight, or the size of the required machined surface.
A large CNC machined part may be an aluminum base plate, stainless steel housing, long shaft, fixture plate, mold plate, machine base, large flange, structural bracket, robotic frame, or equipment component. Some parts are large in physical size. Others are not extremely huge, but still difficult because they have thin walls, deep pockets, long tool reach, tight flatness, or critical hole patterns.
The difference between small-part machining and large-part machining is usually found in the setup. A small part can often be clamped in a vise, machined quickly, and inspected with standard tools. A large part may need custom support, larger fixtures, lifting equipment, multiple setups, special inspection planning, and careful cutting sequence control.
For that reason, large CNC machining should be reviewed before production starts. The CAD model alone does not always show how the part will behave once material is removed.
Common Types of Large CNC Machined Parts
Large part CNC machining is used for components that are too large, heavy, or geometry-sensitive for standard small-part machining setups. These parts are common in industrial equipment, automation systems, machine frames, tooling, energy equipment, transportation systems, and precision fixtures.
The main concern is not only part size. A large CNC machined part may also require controlled flatness, hole position, parallelism, straightness, bore alignment, threaded features, or machined surfaces across a wide workpiece.
| Large CNC Machined Part Type | Common Features | Main Machining Concerns |
|---|---|---|
| Large plates | Flat faces, hole patterns, slots, counterbores | Flatness, parallelism, hole position |
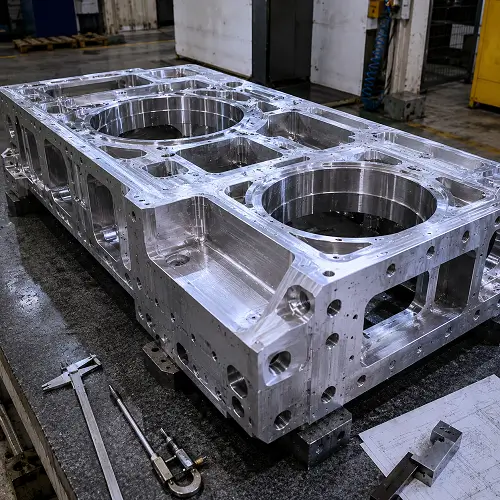
| Large housings | Deep pockets, thin walls, sealing faces, threaded holes | Wall distortion, tool reach, multiple setups |
| Machine frames | Mounting surfaces, alignment holes, long edges | Datum control, rigidity, flatness |
| Machine bases | Large flat surfaces, pockets, bolt holes | Heavy material removal, support during machining |
| Long shafts | Cylindrical profiles, grooves, threads, keyways | Straightness, runout, concentricity |
| Large flanges | Bolt circles, sealing faces, center bores | Face flatness, bore accuracy, hole pattern control |
| Fixture plates | Hole grids, dowel holes, threaded holes | Hole position, datum flatness, repeatability |
| Mold plates | Insert pockets, cooling holes, cavity areas | Flatness, pocket accuracy, surface finish |
| Industrial equipment parts | Brackets, covers, support blocks, mounting structures | Setup direction, functional surfaces, inspection access |
Large plates are often used as mounting plates, base plates, adapter plates, fixture plates, and structural support plates. Even when the shape looks simple, large plate machining may need careful control of flatness, hole position, parallelism, and surface finish.
Large housings and enclosures usually include deep pockets, thin walls, ribs, sealing faces, threaded holes, and mounting surfaces. These parts are common in industrial equipment, motor housings, pump bodies, automation systems, and mechanical assemblies.
Machine frames and machine bases are used to support equipment, slides, motors, fixtures, and moving assemblies. Machining is often needed on specific datum faces, mounting areas, bolt holes, and alignment surfaces rather than every surface on the part.
Long shafts, rollers, sleeves, and cylindrical parts are usually produced with CNC turning or turn-mill machining. These parts often require control of straightness, runout, concentricity, grooves, threads, and keyway features.
Large flanges are used in machinery, pumps, valves, piping systems, and pressure-related assemblies. Typical CNC machining work includes facing, boring, drilling bolt circles, machining sealing faces, and cutting threaded or counterbored holes.
Fixture plates and tooling plates are used for production, assembly, and inspection. These parts often need accurate hole grids, dowel holes, threaded holes, counterbores, and stable datum surfaces so other parts can be located repeatably.
Mold plates and tooling components may include insert pockets, guide pin holes, cooling channels, cavity areas, shut-off faces, and large machined surfaces. These parts often require stable roughing, accurate pocket machining, and controlled finishing.
Large industrial equipment parts can include pump components, valve bodies, gearbox housings, equipment covers, support brackets, robotic structures, and custom machinery components. These parts may combine large size with functional surfaces, threaded holes, sealing areas, and inspection requirements.
CNC Processes Used for Large Parts
Large CNC machined parts often need more than one machining process. A large plate may need milling, drilling, tapping, counterboring, and surface finishing. A large flange may need turning, boring, facing, and bolt-hole machining. A large housing may need rough milling, finish milling, boring, threading, and inspection of several datum surfaces.
The process is selected based on part size, material, feature access, tolerance, and setup direction. A large part is not difficult only because the material is big. The difficulty usually comes from how the part is held, how much material is removed, how far the cutting tool must reach, and how many surfaces must stay aligned after machining.
Large CNC Milling
Large CNC milling is used for plates, bases, frames, housings, brackets, fixture plates, tooling blocks, and structural components. The process can machine flat faces, slots, pockets, steps, bolt holes, counterbores, threaded holes, sealing surfaces, and complex outside profiles.
Large milling usually starts with a setup plan. The workpiece must be supported so the part does not sag, shift, or vibrate during cutting. This is especially important for long plates, thin sections, and large aluminum blocks with heavy material removal. If a large plate is supported only at the ends, the center may move under cutting force. If clamps are applied in the wrong areas, the part may spring back after unclamping.
Roughing and finishing are often separated. Roughing removes most of the material and creates the main shape. Finishing removes a smaller amount of stock from datum faces, mounting surfaces, pockets, and critical edges. This helps reduce tool pressure and improves dimensional stability.
Large CNC milling becomes more difficult when the part has deep pockets, long slots, small internal radii, thin walls, or features spread across a wide surface. Deep pockets require longer tools, and longer tools are less rigid. Small internal corners need small end mills, which cut slower and increase cycle time. Large surface areas may also require more inspection to confirm flatness and hole position.
CNC Turning for Large Round Parts
CNC turning is used for large shafts, rollers, sleeves, bushings, collars, rings, flanges, and cylindrical components. The workpiece rotates while a cutting tool machines outer diameters, faces, grooves, tapers, threads, bores, and shoulders.
Large turning work is often controlled by rigidity and support. A short, thick round part may be stable in the chuck. A long shaft may need tailstock support, a steady rest, or controlled cutting pressure to reduce flexing. If the shaft bends during machining, the final part may have straightness, runout, or diameter problems.
Large diameter parts create another challenge. The workholding must grip the part securely without damaging the surface. Heavy parts also need safe loading, balanced rotation, and stable tool engagement. For flanges and rings, the bore, face, and bolt circle often need to stay aligned, so turning and secondary hole machining must be planned together.
Some large turned parts require both turning and milling. Keyways, flats, cross holes, side holes, slots, and bolt patterns may need milling after turning. In that case, datum planning is important because milled features must align with the turned diameters.
Boring and Precision Hole Machining
Boring is important in large part CNC machining because many large components depend on accurate internal diameters. Bearing seats, sleeve holes, guide bores, cylinder bores, large flanges, pump bodies, valve bodies, mold plates, and machine bases may all need controlled hole size and alignment.
Drilling can create the initial hole, but drilling alone is not always enough for a precision bore. Boring can improve diameter control, roundness, straightness, and surface finish. For large holes, the tool must stay stable over a longer cutting path. Tool deflection, vibration, and chip evacuation all affect the result.
Large parts may also have hole patterns spread across a wide area. Bolt holes, dowel holes, counterbores, and tapped holes must match the mating component. If hole position is critical, the setup should be based on clear datum surfaces rather than rough outside edges.
When a large part includes several bores that must align with each other, the machining process may need one controlled setup or careful re-location between setups. Bore alignment is often more important than appearance because the final assembly may depend on bearings, pins, shafts, or guide components fitting correctly.
Drilling, Tapping, and Thread Milling
Large CNC machined parts often include many holes. Some are simple clearance holes. Others are threaded holes, dowel holes, counterbored holes, lubrication holes, cooling holes, or deep blind holes. Hole-making can become time-consuming when the part has a large bolt pattern or features on several faces.
Drilling is usually the first step. Spot drilling may be used to start holes accurately. Peck drilling or through-coolant drilling may be needed for deeper holes. Reaming may be used for dowel holes or close-fit holes. Counterboring and countersinking may be required for fasteners.
Tapping is fast for many threaded holes, but large parts often create situations where thread milling is safer. Thread milling can be useful for large threads, hard materials, deep blind holes, expensive parts, or cases where a broken tap would be difficult to remove. For stainless steel or large tooling components, the threading method should be reviewed before machining starts.
Multi-Sided CNC Machining
Large parts often have features on multiple sides. A housing may have mounting holes on the top, threaded holes on the side, and a precision face on the bottom. A machine base may need machined areas on several faces. A frame may need holes and slots on opposite sides.
Multi-sided machining requires careful setup order. Every time a part is flipped or repositioned, there is a chance for alignment error. Datum selection becomes important. The first setup should create reliable reference surfaces or holes whenever possible. Later setups can use those references to maintain feature relationship.
For large parts, setup time can be significant. The workpiece may need lifting, re-clamping, indicating, and re-checking before cutting starts again. Good process planning reduces unnecessary setups and improves consistency.
5-Axis CNC Machining for Large Parts
5-axis CNC machining is useful when a large part has angled surfaces, complex contours, features on multiple faces, or difficult tool access. The main benefit is not only shape capability. In many cases, 5-axis machining can reduce the number of setups and improve alignment between features.
A large contoured aerospace-style bracket, complex aluminum housing, turbine-related component, or multi-face fixture may benefit from 5-axis access. The tool can approach the part from different angles, which may reduce long tool reach and improve surface quality.
That does not mean every large part needs 5-axis machining. A simple large plate may be more cost-effective on a large 3-axis machine. A round part may be better suited for turning. A large flange may need turning and drilling rather than full 5-axis machining.
The correct process depends on the drawing. Part size, geometry, tolerance, access, surface finish, and quantity should decide whether 3-axis, 4-axis, 5-axis, turning, or a combined process is the best choice.
Materials Used in Large Part CNC Machining
Material selection affects large part CNC machining cost, stability, cutting time, tool wear, surface finish, and distortion risk. Large parts often react more strongly to material stress than small parts because more stock is removed and larger surfaces must stay flat or aligned.
The price of the material is only one part of the total cost. A lower-cost material can still be expensive to machine if it cuts slowly, wears tools quickly, requires heat treatment, or moves after roughing. A higher-cost material may still be necessary when the part needs strength, corrosion resistance, low weight, wear resistance, or high temperature performance.
| Material | Relative Material Cost | Machining Cost Impact | Common Use in Large CNC Parts |
|---|---|---|---|
| Aluminum 6061 | Low to medium | Low | Plates, housings, frames, brackets, fixtures, prototypes |
| Aluminum 7075 | Medium | Low to medium | Strong lightweight parts, aerospace-style brackets, structural components |
| Carbon steel | Low | Medium | Bases, frames, brackets, shafts, industrial equipment parts |
| Alloy steel | Medium | Medium to high | Heavy-duty shafts, machine components, structural parts |
| Stainless steel 304 | Medium | Medium to high | Corrosion-resistant housings, flanges, equipment parts |
| Stainless steel 316 | Medium to high | Medium to high | Marine, medical-related, chemical, and harsh-environment parts |
| Tool steel / mold steel | Medium to high | High | Mold plates, tooling blocks, wear plates, die components |
| Brass | Medium to high | Low to medium | Bushings, fittings, electrical parts, plates |
| Copper | High | Medium to high | Electrical and thermal parts, conductive components |
| POM / Nylon / PTFE | Low to medium | Low to medium | Large plastic plates, wear parts, insulation parts |
| PEEK | Very high | High | High-performance plastic components with heat, chemical, or wear requirements |
Aluminum Alloys
Aluminum 6061 is one of the most common choices for large CNC machined parts because it is lightweight, easy to machine, and usually cost-effective. It is used for large plates, housings, brackets, frames, fixture plates, and prototype parts.
Aluminum 7075 costs more than 6061, but it offers higher strength. It is often selected when the part needs a stronger lightweight structure. The machining cost is still usually lower than stainless steel or titanium, but material cost and application requirements should be reviewed.
Large aluminum parts can move during machining if heavy material is removed. A deep-pocketed aluminum plate or thin-wall housing may need roughing, stress release time, and finishing passes to improve stability.
Carbon Steel and Alloy Steel
Carbon steel is often selected for machine bases, brackets, support structures, shafts, and industrial parts because it offers strength at a relatively low raw material cost. The machining cost is usually higher than aluminum because steel cuts slower and creates more tool wear.
Alloy steels cost more than basic carbon steel but provide better strength, toughness, wear resistance, or heat treatment response. Large steel components may also need coating, plating, black oxide, painting, or other surface protection.
Steel is heavier than aluminum, so handling and workholding can become part of the cost. For large parts, material weight affects loading, setup, support, and transportation.
Stainless Steel
Stainless steel is used when corrosion resistance is required. Large stainless parts can include housings, flanges, valve parts, pump components, food equipment parts, marine parts, and medical-related equipment components.
304 stainless steel is common for general corrosion resistance. 316 stainless steel costs more and is often selected for better resistance in marine, chemical, or harsher environments.
The machining cost of stainless steel is higher than aluminum because stainless steel cuts slower, work-hardens more easily, generates heat, and wears tools faster. For large stainless parts with many holes or tight bores, machining time and tool wear can become major cost drivers.
Tool Steel and Mold Steel
Tool steel and mold steel are used for mold plates, tooling components, die parts, fixture blocks, wear plates, and production tooling. These materials are chosen for durability, hardness, wear resistance, and dimensional stability under working loads.
Large tool steel parts often cost more because the material is harder to cut and may need heat treatment, stress relief, grinding, polishing, or careful finishing. If the part is used in a mold or die assembly, flatness, pocket accuracy, guide hole alignment, and surface finish are often critical.
Brass and Copper
Brass machines well and can reduce cutting time compared with many steels. It is used for bushings, fittings, plates, electrical components, and wear-related parts. The raw material can cost more than aluminum or carbon steel, but good machinability can help control overall machining cost.
Copper is usually more expensive and can be more difficult to control during machining. It may be selected for electrical conductivity, thermal conductivity, or special industrial requirements. Sharp tools, proper chip control, and stable workholding are important for large copper parts.
Engineering Plastics
Engineering plastics such as POM, Nylon, PTFE, and PEEK are used when the part needs low weight, insulation, low friction, chemical resistance, or wear resistance. Large plastic parts may include plates, guides, wear pads, insulators, spacers, and equipment components.
Plastic materials are not always cheaper once machining is considered. Large plastic parts can deform under clamping pressure, move with temperature, or create burrs. PEEK is especially expensive compared with common plastics, but it is used when the part needs high temperature resistance, chemical resistance, mechanical strength, or medical-related performance.
For large plastic parts, the machining plan should control heat, clamping force, tool sharpness, and inspection timing.
Key Challenges in Large Part CNC Machining
Large CNC parts create problems that do not always appear in small-part machining. The part may be too large for simple clamping, too flexible for heavy cutting, or too difficult to inspect with standard methods. A good machining plan must account for these risks before the first cut.
Workholding and Support
Workholding is one of the most important parts of large CNC machining. A small part may be held in a vise. A large plate, base, frame, or housing may need custom supports, clamps, soft jaws, fixture plates, or staged machining.
The part must be held firmly enough to resist cutting force, but not so tightly that the workpiece bends. This is especially important for thin plates, large housings, and welded structures. A part can measure correctly while clamped and then move after release if the setup was not planned well.
Flatness and Warpage
Flatness is difficult to control on large plates, bases, and housings. Material stress, uneven support, heavy stock removal, clamping pressure, and heat from cutting can all affect the final shape.
Some parts may need roughing first, followed by a finishing operation after the material has settled. In certain cases, stress relief may be considered before final machining. The drawing should make clear which faces truly require flatness control.
Tool Reach and Vibration
Large parts often include deep pockets, tall walls, recessed surfaces, or long edges. These features may require longer tools. Long tools are less rigid and more likely to chatter, deflect, or leave poor surface finish.
A shorter, more rigid tool is always preferred when geometry allows it. If long reach is required, the process may need lighter cuts, different toolpaths, better support, or roughing and finishing in separate stages.
Multiple Setups and Datum Control
Large CNC parts often need more than one setup. A part may be machined on the top face first, then flipped or repositioned for side features, bottom features, or end features.
Each setup creates a chance for alignment error. Datum selection becomes important. The drawing should identify critical datum surfaces, hole locations, and mating features so the machining team can plan the correct setup order.
Inspection of Large Parts
Large part inspection can be harder than machining in some cases. The part may not fit on a small CMM. Long hole patterns, large flat surfaces, and heavy components may need height gauges, granite tables, portable measuring equipment, CMM inspection, custom gauges, or staged inspection.
Inspection planning should match the drawing requirements. If a part has critical flatness, bore alignment, hole position, or sealing surface requirements, those features should be clearly defined.
Tolerances for Large CNC Machined Parts
Large part tolerances should be realistic and tied to function. Applying very tight tolerance across an entire large part can increase cost, machining risk, and inspection difficulty without improving performance.
A local bore, dowel hole, sealing face, bearing seat, or mounting surface may need tight control. A non-critical outer edge, clearance face, or rough structural surface may not need the same tolerance.
| Feature Type | Common Tolerance Concern |
|---|---|
| Large flat plate | Flatness, parallelism, hole position |
| Long shaft | Straightness, runout, concentricity |
| Large housing | Wall thickness, bore alignment, sealing face flatness |
| Fixture plate | Hole pattern accuracy, datum flatness, repeatability |
| Mold plate | Pocket depth, guide hole alignment, shut-off face accuracy |
| Large plastic part | Warpage, clamping deformation, dimensional stability |
For large CNC machined parts, a practical drawing should separate critical features from non-critical features. This helps the shop focus tight tolerance control where the part truly needs it. It also helps avoid unnecessary cost.
Design Tips for Large CNC Machined Parts
Design decisions have a large effect on machining cost and stability. A few small changes can reduce tool reach, setup time, warpage, and inspection difficulty.
Define Critical Surfaces Clearly
Large parts often include many surfaces, but not every surface is functionally important. Drawings should identify datum faces, mounting surfaces, sealing areas, precision holes, and critical interfaces clearly.
This helps the machining team know where to focus tolerance control and inspection.
Avoid Unnecessary Tight Tolerances
Tight tolerances should be used only where function requires them. A large part with ±0.01 mm across many features may need slower machining, more setups, more inspection, and greater process control.
General surfaces should use practical tolerances. Critical bores, dowel holes, alignment surfaces, and mating faces can be controlled separately.
Increase Internal Corner Radii
Small internal radii require small end mills. Small tools cut slower and are less rigid. On large parts, deep pockets with small corner radii can add significant machining time.
Larger internal radii allow stronger tools, better material removal, and lower chatter risk.
Avoid Deep Narrow Pockets When Possible
Deep narrow pockets are difficult because they need long tools and careful chip evacuation. They also increase the risk of tool deflection and poor surface finish.
When function allows, pocket width, corner radius, and depth should be reviewed before machining. A small design change can often reduce cost and improve stability.
Consider Handling, Clamping, and Inspection
Large parts may need lifting points, clamping zones, or extra stock for holding. If every surface is finished and no clamping area exists, setup becomes more difficult.
Inspection access also matters. Features that cannot be reached or measured easily may require special methods. Design review before machining can prevent these problems.
Applications of Large CNC Machined Parts
Large CNC machined parts are used in industries where size, strength, accuracy, and assembly control matter. These parts are often not decorative components. They usually support equipment, locate other parts, transfer load, seal fluids, guide motion, or provide a stable base for production systems.
Industrial Equipment
Industrial equipment often uses large CNC machined plates, bases, housings, covers, valve bodies, pump components, brackets, and support blocks. These parts may need flat mounting faces, accurate bolt holes, threaded holes, sealing surfaces, and machined pockets.
For industrial equipment, the most important features are usually functional surfaces. The outside shape may be less important than the mounting face, bore alignment, bolt pattern, or sealing area.
Automation and Robotics
Automation systems and robotic equipment use large frames, adapter plates, fixture plates, motor mounting plates, end-effector components, and precision brackets. These parts often need accurate hole patterns and stable datum surfaces so motors, rails, sensors, bearings, and tooling can be mounted correctly.
Repeatability matters in automation. A fixture plate or robotic structure with poor hole alignment can create problems across the entire machine.
Aerospace and Transportation
Large lightweight CNC machined parts are used in aerospace-style structures, transportation systems, brackets, housings, panels, tooling, and assembly fixtures. Aluminum alloys are common because they reduce weight while still allowing accurate machining.
These parts often need careful control of wall thickness, flatness, hole position, and surface finish. Weight reduction pockets and thin sections may also increase machining difficulty.
Energy and Power Equipment
Energy and power equipment can use large flanges, manifolds, housings, support structures, valve components, pump parts, and heat-transfer components. These parts may require corrosion-resistant materials, sealing faces, threaded ports, deep holes, and high inspection control.
The key machining concerns are often sealing, alignment, material strength, and long-term reliability.
Mold, Die, and Tooling Applications
Large mold plates, die components, tooling blocks, insert pockets, guide features, fixture bases, and production tooling components often require CNC machining. These parts may need stable roughing, accurate pocket machining, hole alignment, and controlled surface finishing.
Tooling parts must hold repeatability. A mold plate or fixture base with poor flatness or misaligned guide holes can create problems in later production.
Medical and Laboratory Equipment
Medical and laboratory equipment may use large aluminum frames, stainless steel components, plastic plates, precision housings, and inspection fixtures. These parts often require clean machining, controlled surfaces, corrosion resistance, and reliable inspection.
Material choice can be important in these applications. Stainless steel, aluminum, PEEK, and other engineering plastics may be selected based on strength, weight, chemical resistance, or cleanliness requirements.
Custom Machinery and Prototype Equipment
Large CNC machined parts are also common in custom machinery, test equipment, prototype systems, and low-volume industrial builds. These projects often need one-off or small-batch parts that must fit into an existing assembly.
In this type of work, a clear CAD model and drawing are important. The supplier needs to understand the functional surfaces, mounting requirements, material choice, and tolerance needs before machining begins.
How Large Part CNC Machining Cost Is Quoted
Large part CNC machining cost depends on more than length, width, and height. The quote usually considers raw stock size, material grade, part weight, setup method, machine time, tool reach, tolerance, surface finish, inspection, packing, and shipping.
Large parts may require more setup time than small parts. They may need lifting equipment, custom supports, larger machines, longer tools, staged machining, or special inspection. Material waste can also be higher when a large block or plate is machined into a pocketed part.
Surface finish and post-processing can add cost. Anodizing, bead blasting, plating, painting, polishing, passivation, heat treatment, or protective packaging may all affect the final price and lead time.
A clear 3D CAD model and 2D drawing make quoting more accurate. The drawing should show material, quantity, overall size, critical tolerances, surface finish, hole and thread details, datum features, and inspection requirements.
What Information Is Needed Before Confirming Large Part Machining?
Before confirming whether a large part can be machined efficiently, the supplier needs more than a part name or screenshot. Large CNC machining depends heavily on actual size, material behavior, setup direction, tolerances, and inspection access.
The most useful information includes the 3D CAD file, 2D drawing, material grade, overall dimensions, estimated part weight, required quantity, critical tolerances, machined faces, hole and thread details, surface finish requirements, post-processing needs, and inspection requirements.
For large parts, it also helps to identify the most important functional surfaces. A mounting face, sealing face, bearing bore, dowel hole, or alignment surface may need tighter control than the rest of the part. When those areas are clearly marked, the machining plan can focus on the features that matter most.
If the part has deep pockets, thin walls, large flat surfaces, long shafts, critical bore alignment, or tight hole patterns, those requirements should be shown clearly on the drawing. This allows the supplier to review workholding, tool reach, machining sequence, inspection method, and cost before production begins.
Conclusion
Large part CNC machining is used for plates, housings, bases, shafts, flanges, fixture plates, mold plates, and industrial equipment components that need reliable machined surfaces and accurate assembly features. The work is more demanding than standard small-part machining because part size affects workholding, flatness, material movement, tool reach, setup accuracy, inspection, and handling.
A successful large CNC machined part starts with a practical machining plan. The material, process, tolerance, critical surfaces, setup direction, and inspection method should be reviewed before cutting begins. This is especially important when the design includes deep pockets, thin walls, tight flatness, long tool reach, large hole patterns, or multiple machined faces.
If you are not sure whether your part can be machined efficiently, send JeekRapid the CAD file and 2D drawing first. JeekRapid can review the part size, material, tolerance, critical surfaces, setup direction, surface finish, quantity, and inspection requirements before providing a practical CNC machining quote.
Upload your CAD files and drawings to request a CNC machining quote from JeekRapid.

