4140 steel is a chromium-molybdenum alloy steel widely used in automotive, aerospace, oil and gas, and heavy machinery. Its balance of tensile strength, toughness, and machinability makes it one of the most versatile engineering steels.
With proper heat treatment, 4140 provides reliable performance in demanding applications such as gears, shafts, and high-strength fasteners.
Mechanical Properties of 4140 Steel
| Heat Treatment Condition | Hardness (HRC) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Impact Toughness (J) |
|---|---|---|---|---|---|
| Annealed | ~20 | ~655 | ~415 | 25–30 | High |
| Q&T, 32 HRC | 32 | ~850 | ~655 | 20–22 | Good |
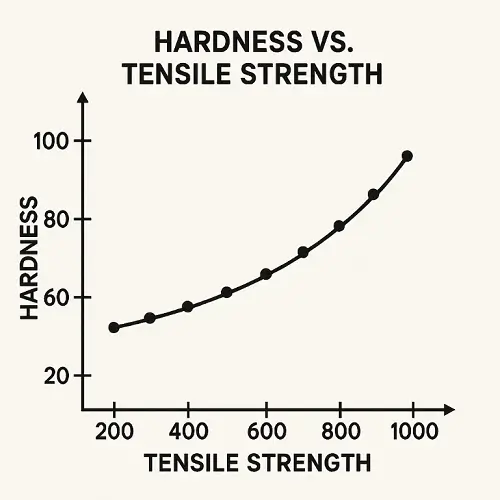
| Q&T, 40 HRC | 40 | ~1000 | ~850 | 14–16 | Moderate |
| Q&T, 45 HRC | 45 | ~1100 | ~950 | 12–14 | Lower |
These values are typical ranges; actual properties depend on section thickness, quenching medium, and tempering cycle.

Comprehensive Mechanical Properties of 4140 Steel
| Property | Typical Value / Range | Condition / Note |
|---|---|---|
| Tensile Strength | 850–1100 MPa | Quenched & Tempered (32–45 HRC) |
| Yield Strength | 655–950 MPa | Quenched & Tempered |
| Hardness | 32–45 HRC | After Q&T |
| Elongation at Break | 12–22% | Decreases with hardness |
| Impact Toughness (Charpy) | Moderate to High | Sensitive to tempering temperature |
| Fatigue Strength | ~450–600 MPa | Depends on surface finish and load type |
| Shear Strength | 500–700 MPa | Approx. 0.6 × tensile |
| Modulus of Elasticity | ~205 GPa | Standard steel |
| Density | 7.85 g/cm³ | — |
| Thermal Conductivity | 42–46 W/m·K | At room temperature |
This table provides a consolidated reference for design and strength calculations.
Chemical Composition of 4140 Steel
| Element | Content (%) |
|---|---|
| Carbon (C) | 0.38–0.43 |
| Chromium (Cr) | 0.80–1.10 |
| Molybdenum (Mo) | 0.15–0.25 |
| Manganese (Mn) | 0.75–1.00 |
| Silicon (Si) | 0.15–0.30 |
| Sulfur (S) | ≤0.04 |
| Phosphorus (P) | ≤0.035 |
Chromium and molybdenum improve hardenability, while carbon controls strength after quenching and tempering.
Heat Treatment and Microstructure
-
Annealing – Produces ferrite-pearlite structure, hardness ~200 HB, good machinability.
-
Quenching – Forms martensite, very hard but brittle.
-
Tempering – Adjusts strength and toughness by relieving stresses.
-
Nitriding / Induction Hardening – Increases surface hardness (>55 HRC) while retaining a tough core.
At low tempering temperatures (200–300 °C), tensile strength approaches 1100 MPa but ductility is low. At higher tempering (500–600 °C), strength decreases toward 850 MPa, but elongation and toughness improve.
Comparison With Other Steels
| Steel Grade | Tensile Strength (MPa) | Hardness (HRC) | Notes |
|---|---|---|---|
| 1045 Carbon Steel | 700–850 | ~25–30 | Low cost, lower hardenability |
| 4140 Alloy Steel | 850–1100 | 32–45 | Balanced strength and machinability |
| 4340 Alloy Steel | 1200–1400 | 40–50 | Ni-rich, higher toughness, higher cost |
| 8620 Case-Hardened | Core ~600, Surface >1200 | >55 | Excellent wear resistance, soft core |
4140 bridges the gap between low-alloy carbon steels and high-alloy steels, making it a workhorse grade.
Applications of 4140 Steel
-
Automotive: crankshafts, gears, connecting rods, axles
-
Aerospace: landing gear, structural members
-
Oil & Gas: drill collars, tool joints, high-strength fasteners
-
Industrial Machinery: spindles, shafts, press tooling
Design Example
For a 40 mm diameter 4140 shaft quenched and tempered to 40 HRC (~1000 MPa tensile strength):
-
Cross-sectional area = 1256 mm²
-
Maximum tensile load = ~1.26 MN (~128 tons)
-
With a safety factor of 2–3, usable design load = 40–60 tons
This shows why 4140 is preferred in heavy-duty shafts.
CNC Machining Precautions
4140 steel’s machinability depends on hardness: in the annealed state (~200 HB) it machines well with moderate tool wear; in quenched and tempered condition (32–40 HRC) it requires rigid setups, reduced cutting speeds, and carbide or coated tools; above 45 HRC machining becomes difficult and grinding or EDM is recommended. Complex geometries are typically machined in the annealed state, followed by heat treatment and finish grinding. Dimensional tolerances of ±0.01 mm can be achieved, with surface roughness of Ra 0.8–1.6 µm by CNC turning or milling and Ra below 0.4 µm after grinding.
4140 Welding Precautions
4140 steel can be welded but requires strict process control to avoid cracking and toughness loss. Preheat to 200–400 °C before welding to slow cooling and reduce martensite formation; perform post-weld stress relief at 600–650 °C to improve heat-affected zone toughness; use low-hydrogen electrodes (E7018) or Cr-Mo filler to match base metal strength; maintain stable interpass temperature and avoid rapid cooling; welding is best performed in the annealed state with subsequent tempering or quenching and tempering to restore balance of strength and ductility.
Engineering Notes
-
Fatigue strength often governs design in rotating shafts.
-
Above 45 HRC, toughness drops sharply.
-
For corrosive service, coatings or stainless alternatives may be required.
JeekRapid Services
JeekRapid provides CNC machining, heat treatment, and finishing for 4140 alloy steel:
-
Machining of gears, shafts, and structural components
-
Quenching and tempering to customer-specified hardness
-
Nitriding, grinding, polishing, and protective coatings
-
Quality assurance with hardness and tensile verification
Upload your CAD drawing today to receive a fast and accurate manufacturing quote.

