In the world of product development, functionality and form are equally important. For engineers and designers working on structural or enclosure components, custom aluminum extrusion is a go-to manufacturing process—especially when unique profiles, weight optimization, and cost efficiency matter.
But what exactly is custom aluminum extrusion, and when does it make sense to use it over CNC machining or injection molding? Let’s break it down.
What Is Aluminum Extrusion?
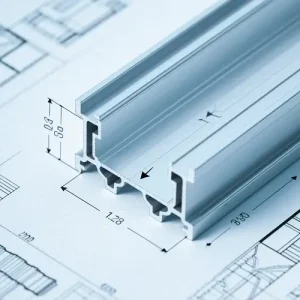
Aluminum extrusion is a forming process where aluminum billets are forced through a die to create a continuous profile with a fixed cross-section. Think of squeezing toothpaste—but instead of paste, it’s solid aluminum shaped into rails, tubes, fins, or complex geometric channels.
In custom aluminum extrusion, the die is tailored specifically to your part’s geometry. This allows for the creation of bespoke profiles not available in standard catalog options and offers more control over weight, strength, and function.
The Custom Aluminum Extrusion Process
Here’s a breakdown of the typical workflow:
-
Design and Die Creation
Engineers define a profile cross-section optimized for function and cost. A hardened steel die is then manufactured to match the geometry. -
Billet Heating and Extrusion
Aluminum billets are heated (typically ~400–500°C) and pushed through the die using a hydraulic press. -
Cooling and Stretching
The extruded profile is air- or water-cooled, then mechanically stretched to correct distortion and improve dimensional stability. -
Cutting and CNC Post-Processing
Extruded sections are cut to length and optionally CNC machined to add features like holes, threads, or precision slots. -
Surface Treatment (Optional)
Depending on the end-use, anodizing, powder coating, or painting may be applied.
Design Guidelines for Custom Aluminum Extrusion
While extrusion offers broad flexibility, understanding the design rules ensures your profile is both manufacturable and efficient.
Maintain Uniform Wall Thickness
Avoid sudden transitions. Aluminum flows better with even wall thickness, typically in the range of 1.5–5mm. Variations may cause cooling inconsistencies or warping.
Incorporate Generous Radii
Sharp internal corners can trap flow or stress the die. Include radii of at least 0.5mm.
Favor Symmetry and Balanced Mass
Symmetrical profiles reduce the risk of twist or bow during cooling.
Use Draft Angles and Tapered Features
For enclosed features or hollow sections, slight draft angles (~1°) aid in release and prolong die life.
Hollow Sections Are Possible—but Cost More
Hollow or semi-hollow parts require more complex tooling. Use when weight reduction or structural efficiency justifies the added cost.
Why Use Custom Extruded Aluminum Parts?
Custom aluminum extrusion is ideal when your part:
Has a repeating cross-section
Needs to be lightweight but strong
Must be produced in low to mid volumes (500–50,000 pcs)
Benefits from low per-part cost after tooling
Requires aesthetic surface options (anodizing, powder coat)
Common use cases include:
Machine frames and supports
Consumer electronics enclosures
LED lighting systems
Automotive trim and structural rails
Architectural hardware and displays
Choosing the Right Aluminum Alloy
Different extrusion alloys offer different mechanical and cosmetic properties. Here’s a quick comparison of popular choices:
| Alloy | Strength | Corrosion Resistance | Machinability | Surface Finish | Common Uses |
|---|---|---|---|---|---|
| 6061-T6 | High | High | Excellent | Good | Structural, mechanical |
| 6063-T5 | Medium | Very High | Good | Excellent | Architectural, aesthetic parts |
| 2024-T4 | Very High | Medium | Fair | Poor | Aerospace, performance parts |
| 7075-T6 | Extremely High | Low | Good | Fair | High-stress components |
Pro tip: 6063 is excellent for visible surfaces and anodized finishes, while 6061 offers superior strength and machinability.
Cost and Lead Time Considerations
Custom extrusion is a smart investment when you balance upfront tooling with per-part savings. Here’s what to expect:
Tooling Costs
Open profile die: $300–$700
Complex/hollow die: $800–$2,000+
Lead time: 7–15 working days
Production Time
First run: 2–3 weeks (including die making)
Repeat runs: 5–10 days
Part Pricing
Once the die is made, cost per part drops dramatically with volume. Compared to CNC milling, per-part pricing can be 60–80% lower for large batches.
Post-Extrusion CNC Machining
Extrusion provides the shape. CNC machining refines the features. Common post-processes include:
Drilling
Tapping threads
Milling slots or cutouts
Precision end-facing
JeekRapid integrates both services in-house, eliminating multi-vendor coordination and shortening lead time.
FAQs About Aluminum Extrusion
Can I extrude hollow parts?
Yes. Hollow or semi-hollow profiles are achievable but require multi-part dies, increasing tooling cost.
What tolerances are typical?
Standard extrusion tolerances: ±0.25mm to ±0.5mm. With CNC post-machining: ±0.05mm or tighter.
Is anodizing possible?
Absolutely. 6063 responds especially well to clear and colored anodizing.
Is it viable for prototyping?
Yes, especially if the profile is used in later production. Small-batch extrusion plus CNC lets you validate before scaling.
How complex can shapes be?
Very. Fins, bosses, interlocks, and internal channels are all feasible with expert die design.
Still Not Sure If Extrusion Is Right for You?
Custom aluminum extrusion isn’t for every project—but when it’s the right fit, it can dramatically reduce both cost and lead time. If you’re working on an enclosure, a frame, or a repeat-profile part, we’d be happy to assess feasibility and offer design input.
Upload your drawings or request a quote today via our Custom Extrusion Service Page.
Our engineers will review your design and respond within 24 hours.
Real-World Example: From Concept to Scalable Production
One of our recent clients—a robotics startup—needed a lightweight, durable housing for their sensor modules. The design featured internal channels for wiring, an asymmetric fin structure for passive cooling, and precise mounting bosses.
We helped optimize the profile for extrusion using 6063-T5 aluminum, balancing strength and thermal conductivity. The custom die was built in under two weeks. After post-extrusion CNC milling and black anodizing, the first batch of 1,000 pieces was delivered in just 18 days—cutting their original lead time by 40%.
This is where extrusion really shines: combining speed, customization, and long-term scalability.

Is Custom Extrusion Right for Your Project?
If your part has a consistent profile, is made from aluminum, and you need over 100 units, custom extrusion can save time, reduce material waste, and improve consistency over CNC milling.
At JeekRapid, we support everything from DFM to die making to post-processing. Whether you’re developing enclosures, structural frames, or high-performance components, we’ll help bring your idea to market faster.Need support with aluminum extrusion design, alloy selection, or finish requirements? Upload your drawing to JeekRapid—we’ll provide a quick DFM analysis and cost estimate for your custom project. Get Your Custom Extrusion Quote Today!

